چکلیست نهایی پیش از سفارش چاپ پاکت: ۵ اشتباه مرگبار که سرمایه تبلیغاتی شما را هدر میدهد!
در این بخش، به کالبدشکافی ۵ اشتباه مرگبار و رایج در سفارش چاپ پاکت میپردازیم که عدم توجه به آنها میتواند بازگشت سرمایه (ROI) شما را به صفر نزدیک کند.
اشتباه اول: فاجعه مدیریت رنگ؛ تفاوت فاحش فضای نوری RGB با فضای جوهری CMYK و خطای پروفایلها
یکی از پرتکرارترین و مخربترین خطاهایی که طراحان تازهکار و حتی مدیران بازاریابی مرتکب میشوند، تایید طرحهای گرافیکی بر اساس آنچه در مانیتور (نمایشگرهای ساطعکننده نور) میبینند، است. مانیتورها از فضای رنگی RGB (قرمز، سبز، آبی) استفاده میکنند که یک مدل رنگی افزایشی (Additive Color Model) است و میتواند میلیونها رنگ درخشان را تولید کند. اما دستگاههای چاپ افست و دیجیتال بر اساس مدل کاهشی (Subtractive) یعنی CMYK (فیروزهای، ارغوانی، زرد، مشکی) کار میکنند. دامنه رنگی (Color Gamut) در CMYK بسیار محدودتر از RGB است.
از نظر ریاضی، اختلاف بین دو رنگ در فضای استاندارد با فرمول محاسبه خطای رنگی CIE Delta E^*$ تعریف میشود:
Delta E^* = sqrt{(L_1 – L_2)^2 + (a_1 – a_2)^2 + (b_1 – b_2)^2}
اگر فایل طراحی بدون تبدیل صحیح پروفایل رنگی به چاپخانه ارسال شود، دستگاه چاپ به صورت اتوماتیک نزدیکترین مقادیر CMYK را جایگزین میکند که معمولاً منجر به کدر شدن رنگها، تیرگی شدید و از بین رفتن درخشندگی لوگو میشود. اشتباه مرگبارتر، عدم استفاده از رنگهای پنتون (Pantone Matching System) برای رنگهای سازمانی خاص است. برای جلوگیری از این فاجعه در سفارشات حساسی مانند چاپ پاکت A5 اختصاصی، باید همیشه مقادیر رنگی به صورت درصد دقیق جوهرها (مثلاً C:100, M:50, Y:0, K:0) تعریف شده و تیک گزینه Overprint برای متون مشکی (۱۰۰٪ K) در نرمافزار طراحی فعال شود تا از خطای رجیستری (Registration Error) و ایجاد هاله سفید دور حروف جلوگیری گردد.
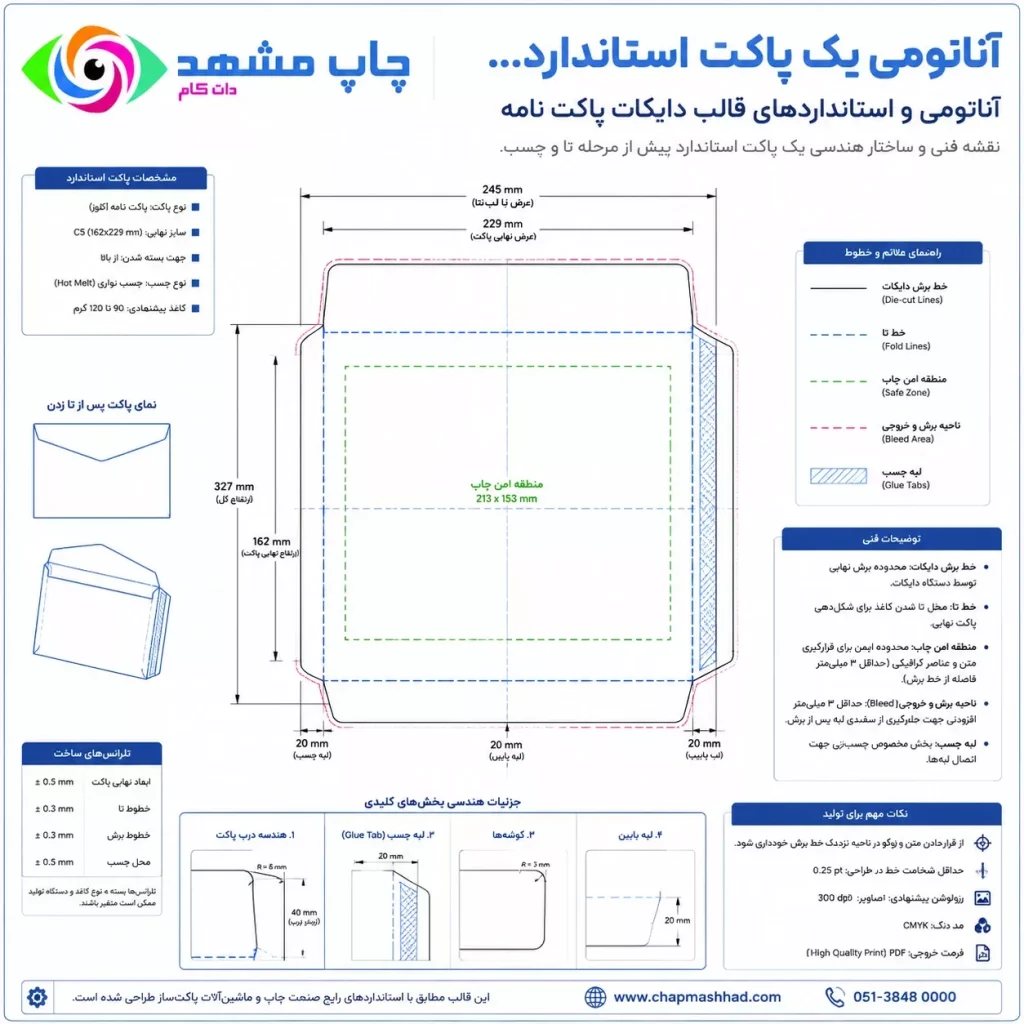
اشتباه دوم: نادیده گرفتن تلورانس دایکات؛ عدم رعایت حاشیه امن (Safe Zone) و بلیید (Bleed)
فرآیند برش کاغذ و تبدیل آن به گسترده پاکت (Envelope Blank) توسط دستگاههای دایکات (Die-cutting Machines) و تیغهای فولادی انجام میشود. این یک فرآیند مکانیکی است و همواره دارای خطای حرکتی یا تلورانس (Tolerance) است. ماشینآلات برش ممکن است بین ۱ الی ۲ میلیمتر در هر جهت جابهجایی داشته باشند. اگر طراح گرافیک این تلورانس را در محاسبات هندسی خود لحاظ نکند، دو اتفاق وحشتناک رخ میدهد:
۱. پدیده سفیدی لبهها (White Flashes): اگر رنگ پسزمینه دقیقاً تا لبه خط برش امتداد یابد و تیغ دایکات حتی ۱ میلیمتر به سمت بیرون جابهجا شود، یک نوار سفید و زشت در لبه پاکت ایجاد میشود. برای حل این مشکل، تکنیک Bleed (اضافه رنگ برش) الزامی است. فرمول مساحت طراحی با احتساب بلیید به این صورت است:
Area_{design} = (W_{net} + 2 × Bleed) × (H_{net} + 2 × Bleed)
۲. قطع شدن اطلاعات حیاتی: اگر لوگو، شماره تماس یا آدرس بیش از حد به خطوط برش یا خطوط تا (Crease Lines) نزدیک باشند، ممکن است در فرآیند تولید قطع شوند یا دقیقاً روی خط تا قرار بگیرند و خوانایی خود را از دست بدهند. در طراحی پاکتهای اداری رسمی، رعایت یک حاشیه امن (Safe Margin) حداقل ۵ میلیمتری از تمامی خطوط تیغ و تا، تضمینکننده یکپارچگی بصری محصول نهایی است.
اشتباه سوم: مهندسی معکوس اشتباه در انتخاب ابعاد؛ عدم تطابق با محموله داخلی و استانداردهای پستی
انتخاب سایز پاکت بر اساس حدس و گمان، یک خطای استراتژیک است که مستقیماً بر هزینههای ارسال و سلامت محموله تاثیر میگذارد. بسیاری از کسبوکارها پاکتی را سفارش میدهند که برای اسناد داخلی آنها بسیار بزرگ (Oversized) یا بسیار کوچک است. اگر پاکت بزرگتر از حد نیاز باشد، اسناد داخل آن لغزیده و در صورت وجود پنجره، اطلاعات جابهجا میشود. اگر کوچکتر باشد، اسناد با زور وارد شده و پاکت دچار کشیدگی یا پارگی میشود.
محاسبه ابعاد پاکت باید تابعی از ابعاد محموله، تعداد تاخوردگیهای مجاز و ضخامت نهایی باشد. برای یک محموله با ضخامت D، عرض محموله W_d و ارتفاع محموله H_d، ابعاد ایدهآل پاکت (W_e, H_e) با استفاده از ضریب لقی (Clearance Factor) محاسبه میشود:
W_e = W_d + (D × 1.5) + Clearance
H_e = H_d + (D × 1.5) + Clearance
علاوه بر این، اداره پست برای ابعاد استانداردهای مشخصی دارد. عدم رعایت ابعاد استاندارد پاکت (مانند نسبت منظر مجاز Aspect Ratio) میتواند باعث گیر کردن محموله در دستگاههای سورتینگ اتوماتیک شده و هزینههای پستی (Postage Surcharges) را به شدت افزایش دهد. به عنوان نمونه، برای ارسال قراردادهای مهم که نباید تا بخورند، ابعاد ۲۴ در ۳۴ سانتیمتر برای قرارگیری راحت کاغذهای A4 ایدهآل است.
اشتباه چهارم: انتخاب متریال نامتناسب با ماموریت پاکت؛ مقاومت کششی در برابر جذابیت بصری
متریال و گرماژ کاغذ باید دقیقاً با استراتژی ارسال و نوع محموله مطابقت داشته باشد. بسیاری از افراد صرفاً به زیبایی ظاهری توجه میکنند و استحکام مکانیکی متریال را نادیده میگیرند. استفاده از یک کاغذ گلاسه ۱۳۵ گرمی با روکش سلفون ممکن است برای یک کاتالوگ لوکس عالی باشد، اما اگر برای ارسال قطعات تیز، اسناد سنگین یا محصولات خاص استفاده شود، در طول مسیر پستی پاره خواهد شد.
در علم مهندسی مواد، مقاومت کاغذ در برابر پارگی (Tear Resistance) با شاخص $Tear\ Index$ سنجیده میشود:
Tear Index = frac{Tear Strength (mN)}{Grammage (g/m^2)}
برای محصولاتی که نیازمند امنیت فیزیکی بالایی هستند، کاغذ کرافت (Kraft) به دلیل الیاف بلند سلولزی خود، بالاترین شاخص مقاومت را داراست. برعکس، اگر ماموریت پاکت القای حس لاکچری و ارزشآفرینی برند است (مانند چاپ پاکت زعفران که مستقیماً در قفسه فروشگاهها رقابت میکند)، استفاده از مقواهای ایندربرد (Ivory Board) یا مقواهای فانتزی با بافتهای خاص (Textured Papers) همراه با عملیات پسازچاپ (Post-press) مانند طلاکوب یا امباس، حیاتی است. عدم درک این تمایز و استفاده از کاغذ تحریر ساده برای یک محصول لوکس، اشتباهی است که مستقیماً نرخ تبدیل (Conversion Rate) را کاهش میدهد.
اشتباه پنجم: غفلت از آناتومی چسب و معماری درب پاکت (Flap Engineering)
درب پاکت (Flap) تنها بخش متحرک این سازه است و نقشی اساسی در امنیت محموله و تجربه کاربری (UX) گیرنده دارد. اشتباه مهلک در این بخش، عدم توجه به نوع چسب و تناسب آن با شرایط نگهداری و ارسال است. اگر قصد دارید صدها پاکت را در یک دستگاه پاکتگذار اتوماتیک (Inserter) قرار دهید، استفاده از چسبهای دوطرفه (Peel and Seal) باعث اختلال در عملکرد ماشین میشود و باید حتماً از چسبهای فعالشونده با آب (Remoistenable Gum) استفاده کنید.
همچنین، هندسه درب پاکت باید بر اساس محتویات آن باشد. دربهای مثلثی (V-flap) برای کارتهای دعوت و مکاتبات کلاسیک مناسباند، در حالی که دربهای مستطیلی با سطح مقطع پهن (Wallet Flap) برای اسناد حجیم و چاپ پاکت A4 مشهد که حاوی چندین برگ قرارداد است، امنیت بسیار بیشتری (افزایش سطح درگیری چسب Adhesion Area) فراهم میکنند. مقاومت چسبندگی (Adhesion Strength) باید از مقاومت پارگی خود کاغذ (Cohesion) بیشتر باشد، به طوری که اگر فردی قصد باز کردن غیرمجاز پاکت را داشت، الیاف کاغذ تخریب شود (Tamper-evident) تا امنیت محموله تضمین گردد.
پرسش و پاسخ تخصصی این بخش
برای غنیسازی گراف دانش (Knowledge Graph) و ارائه پاسخهای قاطع به سوالات پیچیده مدیران اجرایی در مرحله پیشازچاپ، ۳ پرسش کلیدی در قالب QA Context بررسی شدهاند:
سوال ۱: چرا با وجود استفاده از رنگهای صحیح CMYK، در سفارشات چاپ با فرم عمومی (Gang-run) متون مشکی من دارای سایههای رنگی (Ghosting) میشوند و چگونه میتوان این اشتباه را رفع کرد؟
پاسخ: این پدیده به دلیل خطای رجیستری (Registration) ماشین چاپ در سرعتهای بالا رخ میدهد. در فرمهای عمومی، اپراتور نمیتواند رنگ را فقط برای فایل شما تنظیم کند. اگر متن مشکی شما در طراحی از ترکیب هر ۴ رنگ (Rich Black یا مثلاً C:75, M:68, Y:67, K:90) ساخته شده باشد، کوچکترین لرزش زینکها باعث سایهزدن رنگهای دیگر زیر حروف مشکی میشود. راهکار قطعی این است که در تمامی اسناد، متون کوچک و خطوط نازک منحصراً با فرمول ۱۰۰٪ K (C:0, M:0, Y:0, K:100) طراحی شوند و گزینه Overprint Black در نرمافزار ایلاستریتور یا ایندیزاین فعال گردد.
سوال ۲: در محاسبه گسترده پاکت برای ایجاد فایل قالب (Die-line)، ضریب تاخوردگی (Folding Allowance) ضخامت کاغذ چگونه باید در هندسه خطوط تا لحاظ شود؟
پاسخ: کاغذ در هنگام تا خوردن فضایی را اشغال میکند که با افزایش گرماژ کاغذ، این فضا بیشتر میشود. اگر ابعاد پنل پشت و روی پاکت در فایل دایکات کاملاً برابر باشند، پس از چسباندن لبهها، پاکت دچار اعوجاج (Bowing) میشود. فرمول مهندسی برای جبران این خطا، کاهش ابعاد پنل داخلی به میزان کسری از میلیمتر است. برای یک کاغذ ۱۲۰ گرمی، پنل پشتی که به داخل تا میخورد باید از هر طرف حداقل ۱ تا ۱.۵ میلیمتر کوچکتر از پنل جلویی طراحی شود (W_{back} = W_{front} – (2 × Folding Allowance)). این کار مانع از کشیدگی کاغذ در لبهها و ایجاد چینخوردگی در محصول نهایی میشود.
سوال ۳: آیا رزولوشن ۳۰۰ dpi برای تمامی المانهای روی پاکت کافی است یا برای بارکدها و کیوآرکدها نیاز به تنظیمات متفاوتی داریم؟
پاسخ: قانون ۳۰۰ dpi (نقطه بر اینچ) صرفاً برای تصاویر پیکسلی (Raster Images) مانند عکسها یا تکسچرهای پیوسته (Continuous Tone) صادق است. اما برای بارکدهای پستی، کیوآرکدها (QR Codes) و متون ریز، این رزولوشن میتواند در لبهها ایجاد دندانهداری (Anti-aliasing blur) کند که باعث افت شدید ضریب خوانش نوری (Scanability Index) توسط دستگاههای لیزری اداره پست میشود. اشتباه رایج، خروجی گرفتن از کل فایل به صورت یک عکس JPEG است. برای حل این مشکل، تمامی المانهای متنی، لوگوهای هندسی و بارکدها باید به صورت وکتور (Vector) و با فرمت PDF/X خروجی گرفته شوند تا در فرآیند تهیه زینک (RIP Process) با بالاترین رزولوشن ممکن دستگاه لیتوگرافی (معمولاً ۲۴۰۰ dpi) پردازش و با نهایت شارپنس (Sharpness) چاپ شوند.